
Fast, reliable
measurement results
- Acquisition, extraction and analysis of particulate contamination
- Correlative particle analysis using light microscopy and electron microscopy, as well as RAMAN and FTIR spectroscopy
- Verifiable types of particles: metals, minerals, salts, organics, fibres
- Analyses according to VDA 19/19.1, ISO 16232 as well as customer standards and specifications
- For very small and large components up to 2,500 kg and 2,000 mm
- Class 8 cleanroom in accordance with DIN 14644
Extraction
We must first detach particles from component surfaces so we can analyse them. This process is called extraction.
We have various methods with which we can extract the residual dirt: we spray, flood or rinse the component, use ultrasound or extract the particles using air extraction. We collect the particles extracted on a filter membrane and prepare them for further analysis.

Class 8 cleanroom in accordance with DIN 14644

All standards
Air extraction
Extraction methods
- Spraying, rinsing, flooding, agitating
- Ultrasound
- Air extraction in ESD protection zone (manual and robot-aided)
- Without dynamic component excitation
- With dynamic component excitation (oscillation/vibration)
Extraction media
- Aqueous solution (de-ionised water with specific additive)
- Solvent-based cleaning medium
- Air (cleanroom class ISO 5)
Component dimensions
- Weight: 5 g to 2,500 kg
- Size: 1 to 2,000 mm
Standards
- VDA 19/19.1 and ISO 16232 as basis, possible to adapt to all other standards
Liquid extraction

All component dimensions
Particle analysis
With cleanliness inspection, we acquire and analyse contamination on the relevant surfaces of an object inspected as completely as possible. In this way you safeguard your product quality and prevent any contamination from the manufacturing process or environment causing damage such as jammed bearings or sliding surfaces, blocked valves or clogged filters and nozzles. Depending on the depth of analysis you require, we have various analytical methods.
The starting point is always reflected light microscopy, which we supplement with a further analytical method depending on your needs and requirements. With the combination of various analytical methods, together with you we ensure that harmful particles are clearly and reliably acquired.

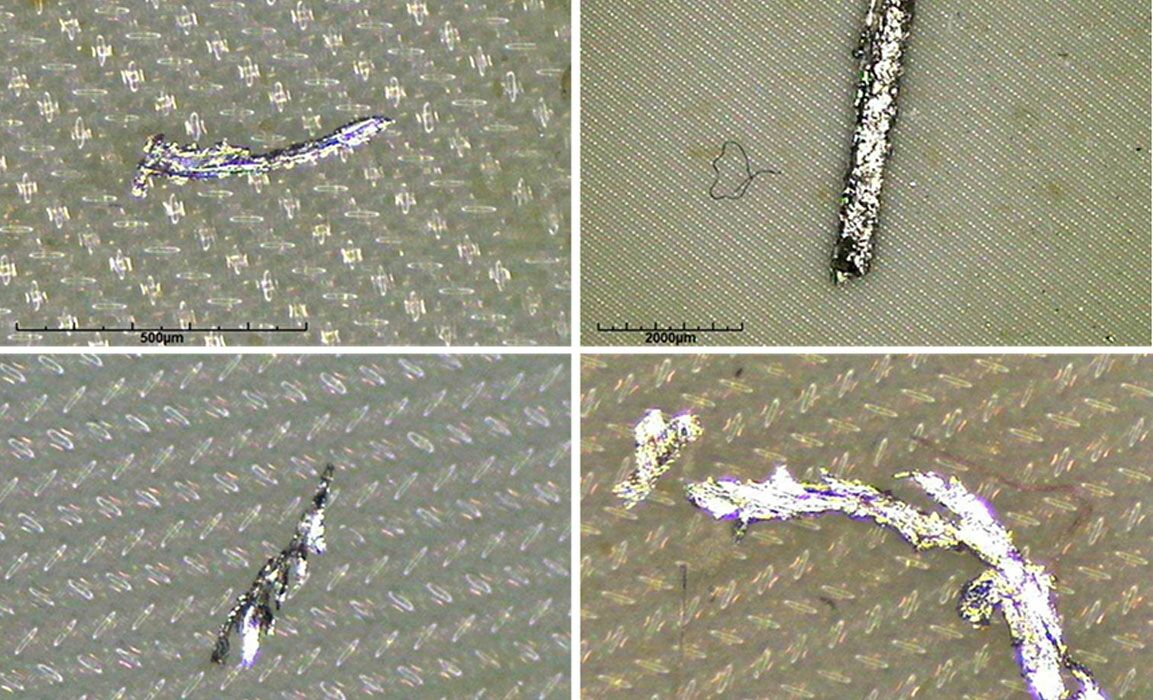
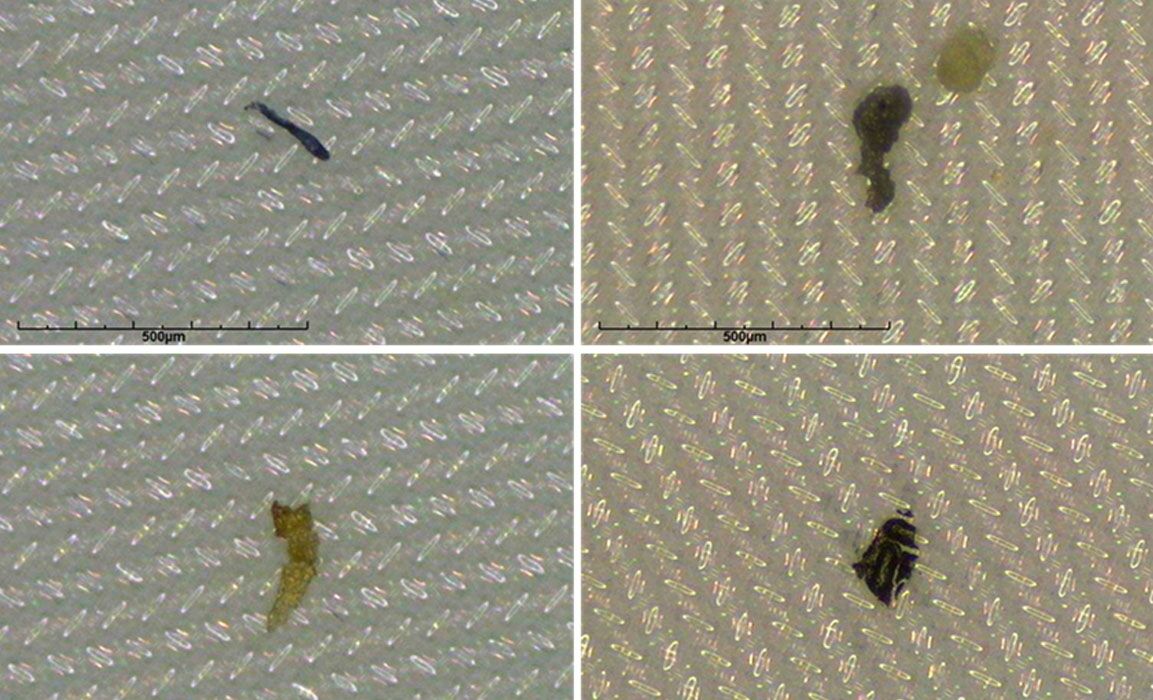
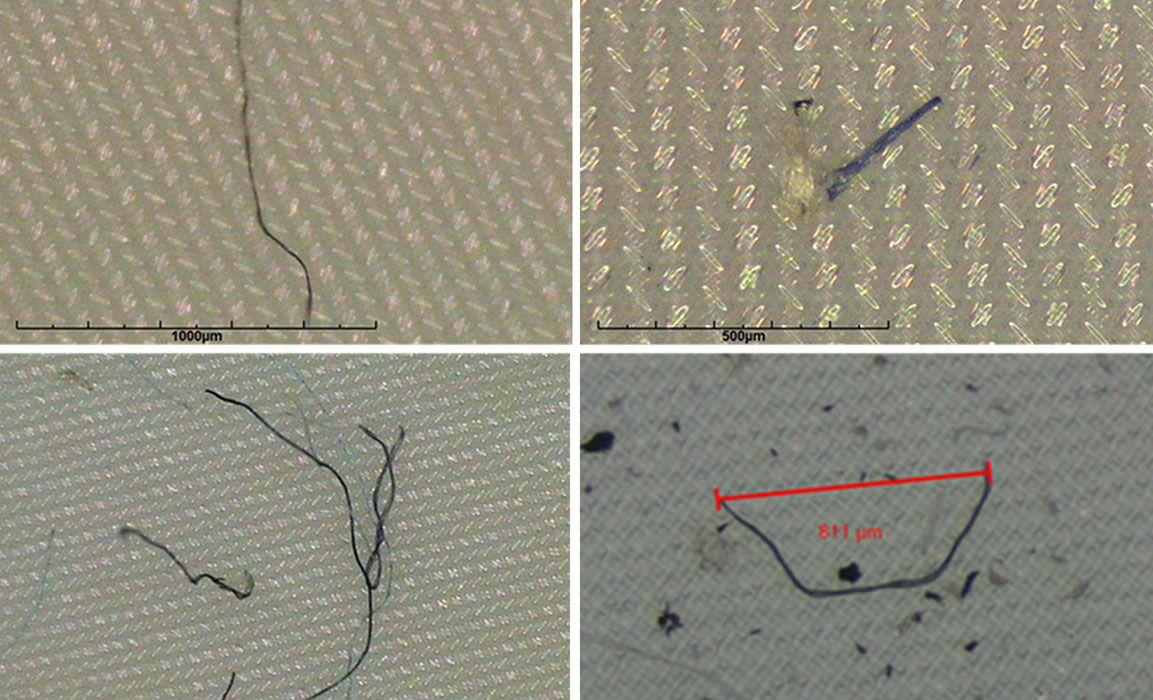
Reflected light microscopy
Particle analysis with polarised light provides information about:
- Type of particle
- Metallic shiny particles
- Non-metallic shiny/non-fibrous particles
- Fibres
- Quantity and size classes of the particles
- No material classification
- No specification of the damage the particles can cause

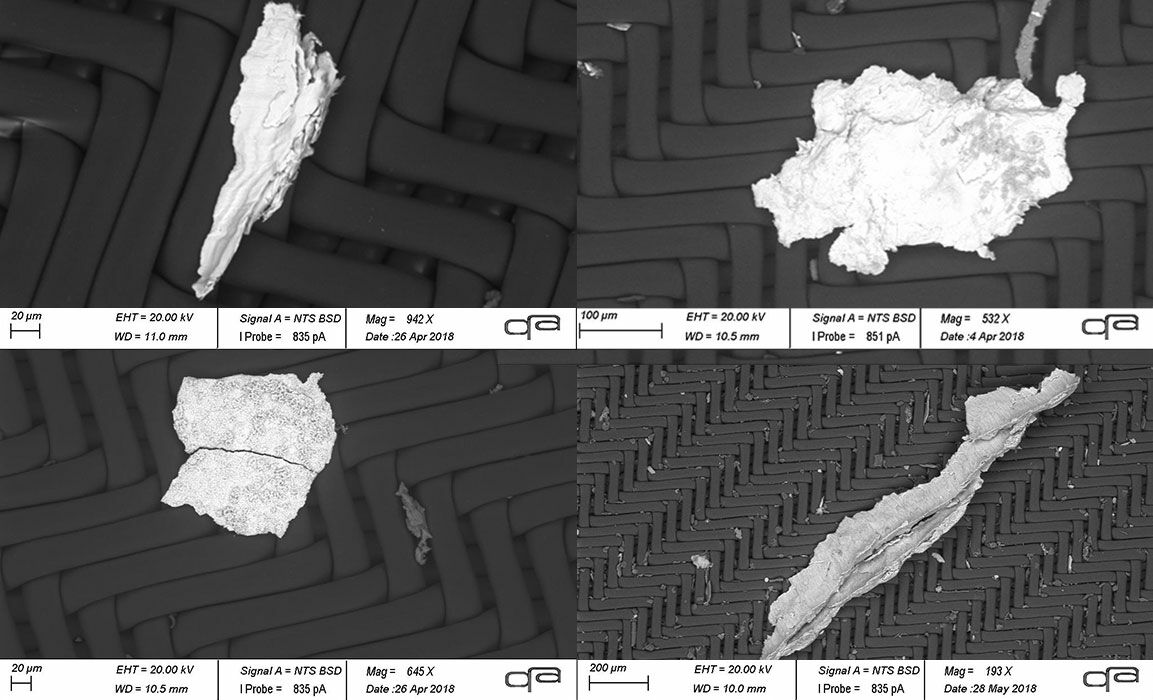
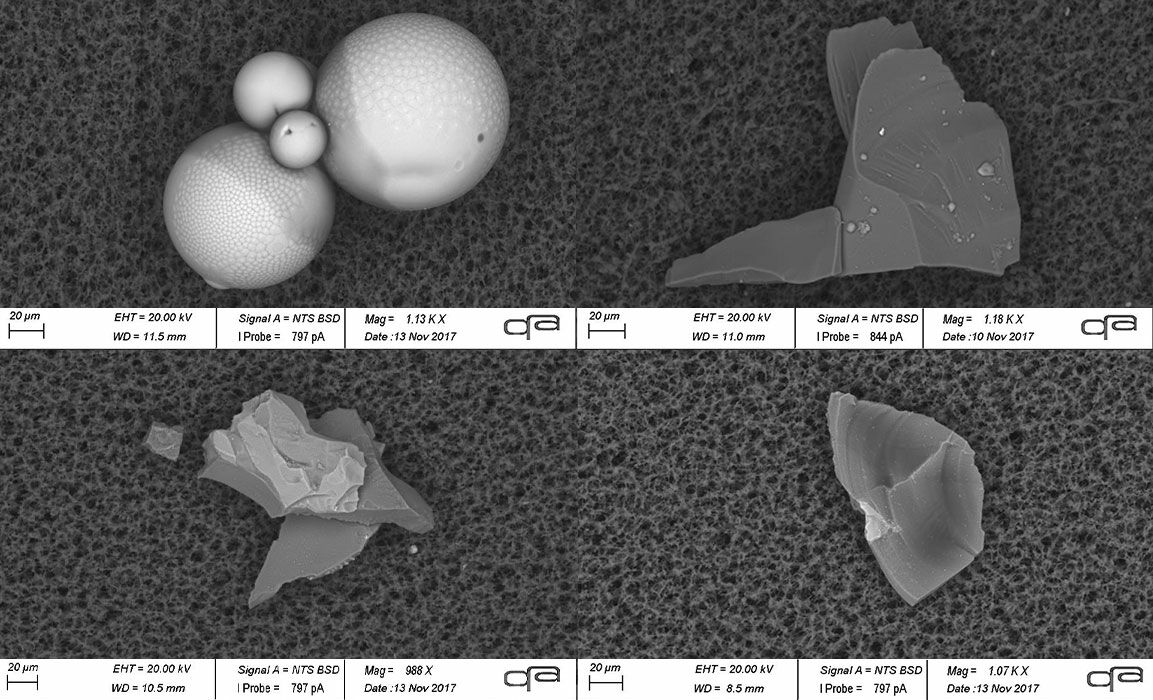
Scanning electron microscopy
Fully automated particle analysis with EDX provides information about:
- Type of particle
- Hard metallic particles
- Hard mineral particles
- Soft particles
- Electrically conductive/non-electrically conductive particles
- Magnetic/non-magnetic particles
- Quantity and size classes of the particles
- Material classification
- Specification of the damage the particles can cause via hardness classes

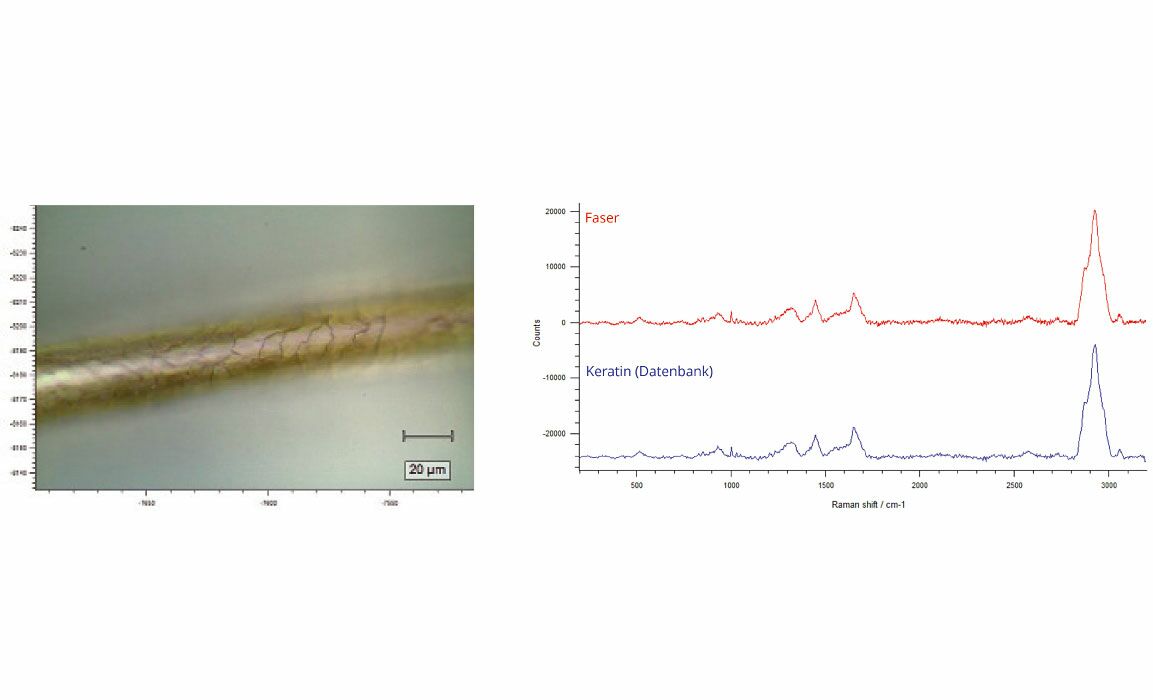
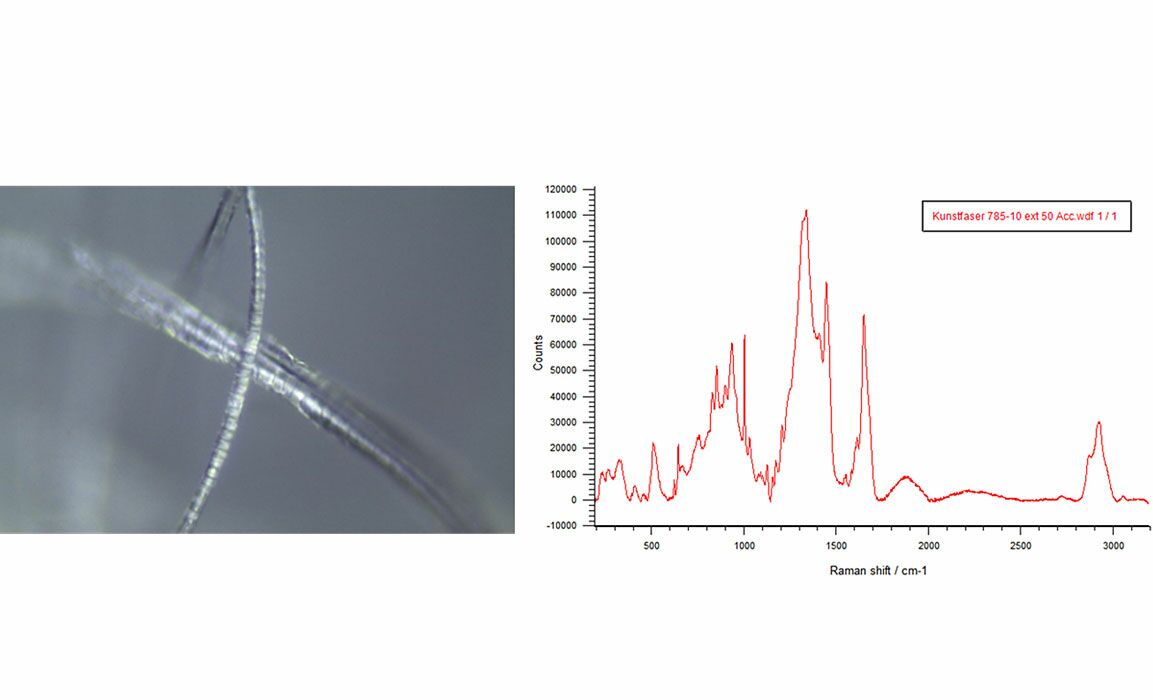
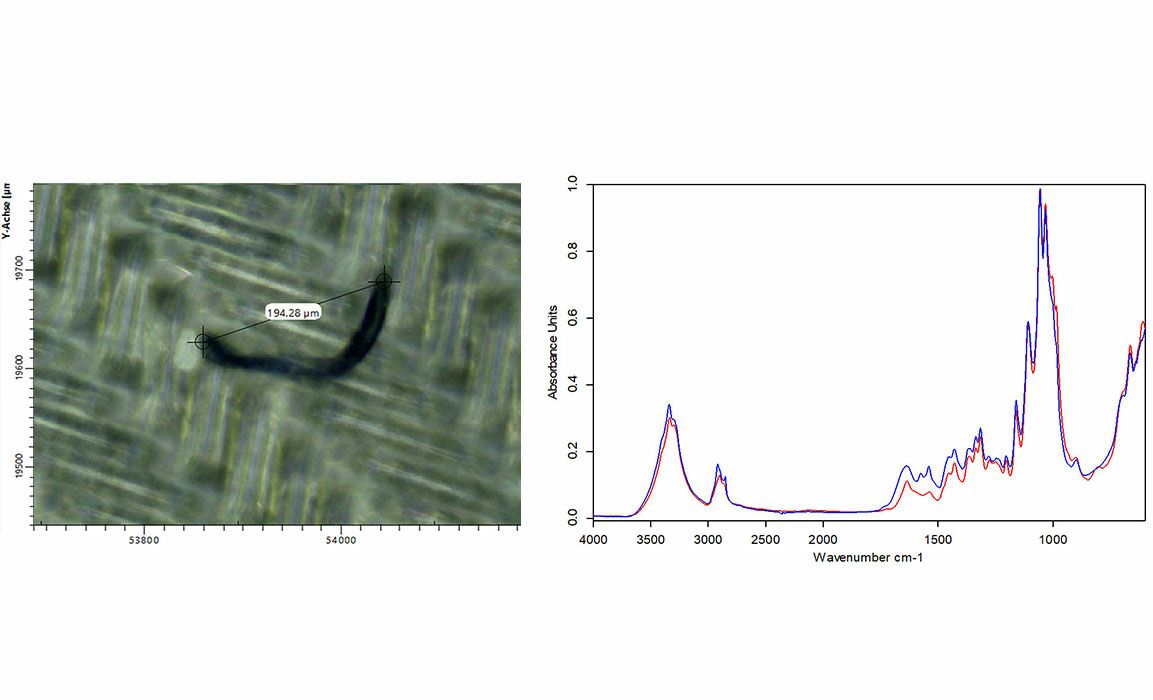
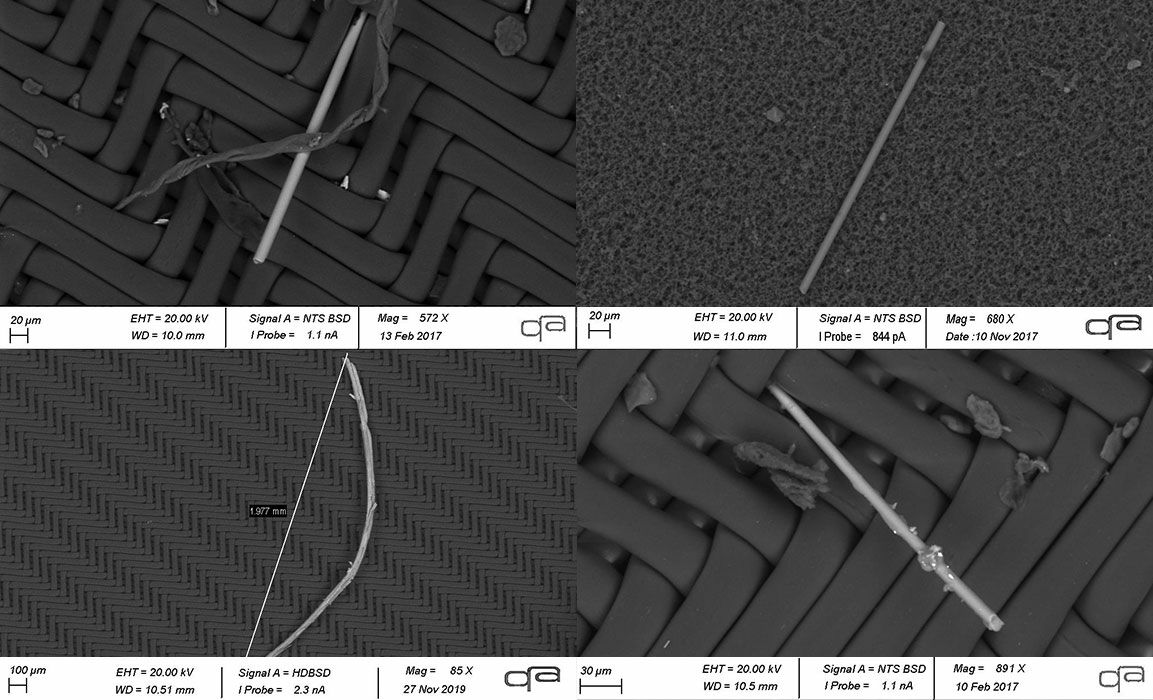
Raman/ftir spectroscopy
Fully automatic analysis of the particles via spectral comparison provides information about:
- Type of particle
- Fibres
- Plastics/elastomers
- Salts
- Quantity and size classes of the particles
- Material classification
- Specification of the damage the particles can cause

Correlative particle analysis:
more detailed analyses and more precise results
A speciality at Quality Analysis is correlative particle analysis. For this purpose, we combine reflected light microscopy with SEM-EDX analysis and RAMAN & FTIR spectroscopy. In this way we acquire organic and inorganic particles more precisely and identify process-critical particles. A detailed test report provides you with information about:
- Quantity and size class: from 5 μm
- Material classes & composition: metals, minerals, salts, organics
- Damage behaviour: hardness class, conductivity, magnetism

Accredited test laboratory
Take a look at our test laboratory: in our accredited laboratory you will find everything that is necessary for a holistic residual dirt analysis. All the equipment, all the analyses, all the methods. In our class 8 cleanroom (in accordance with ISO 14644) all common particle extraction methods are available such as spraying, flooding, rinsing and ultrasound. The analysis of the particles extracted then follows. Here we rely on filtration, gravimetry, analyses using light microscopy and scanning electron microscopy, as well as RAMAN and FTIR spectroscopy.
All this has just one goal: the highly precise identification and detection of the related particulate contamination. All analyses are undertaken based on VDA 19/19.1 as well as ISO 16232. Do you have your own standards? No problem, we would be pleased to adapt to any customer or works standard upon request.

Accredited test laboratory
for technical cleanliness verification
Determination of technical cleanliness (TecSa) of components, systems and fluids using fluid extraction and air extraction, and evaluation with use of optical microscopy, SEM-EDX, RAMAN and FT-lR spectroscopy are accredited by Deutsche Akkreditierungsstelle GmbH (DAkkS) in accordance with DIN EN ISO/IEC 17025. Furthermore, all our other specialist areas have also been accredited.
You can read more about the advantages our accreditation offers you here:

Quality Analysis
the right partner for
technical cleanliness verification
Are you looking for a partner for technical cleanliness verification?
We would be pleased to advise you about the analysis options and assist you with the evaluation of particulate component cleanliness. The goal: the best, most cost-effective and most efficient analysis of your component.