Statistical process control
One and the same production process can produce both good and bad products. Statistical process control (SPC) helps to detect errors at an early stage and prevent them during production by means of targeted corrective measures.

Contact us –
expert support is just a conversation away.
Using state-of-the-art analytical methods, we assist you with quality issues, damage claims, and development challenges – providing precise, well-founded, and solution-oriented support.

What is statistical process control?
Statistical process control (SPC) is a method for monitoring and controlling processes by means of statistical evaluation methods. The goal is to minimise fluctuations in the process and ensure consistent product or service quality. This objective is achieved by means of continuous data acquisition and analysis to detect deviations from the nominal value at an early stage and take corrective action before faulty products are produced. These deviations are termed scatter.
Quality Analysis creates the basis
for your statistical process control
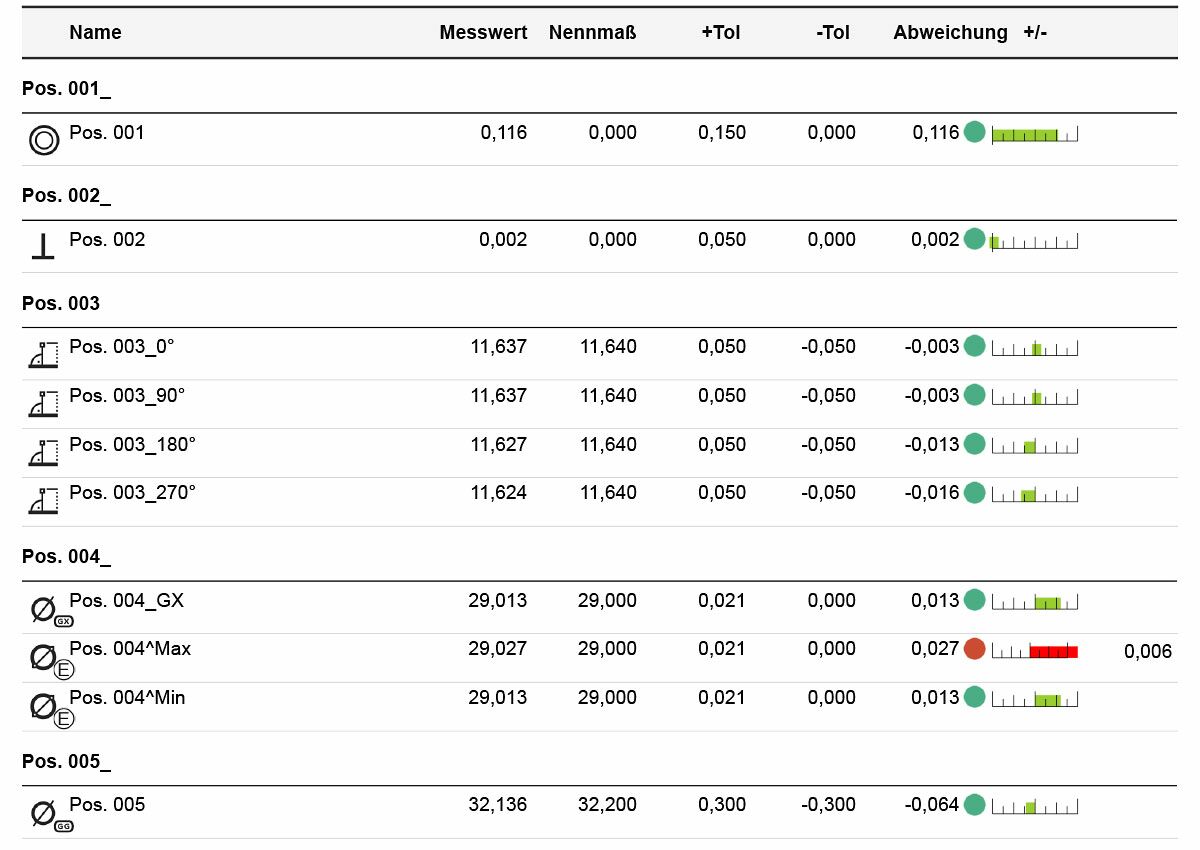
- Measuring system analysis: fast, highly precise measurements as the basis for process monitoring
- Measurement of standard geometries, freeform surfaces, shape and position tolerances
- If required, we combine industrial metrology, optical metrology as well as industrial computed tomography
- Process monitoring by means of 3D scanning – also directly in your production: our 3D scanners are suitable for mobile use
- Quick and precise analysis of your 3D data using the software ZEISS Inspect (GOM), Zeiss Calypso or Mitutoyo Cosmos

Applications for SPC
Statistical process control is not limited solely to production processes, it is used in many sectors. Whether in manufacturing, the service sector, IT, healthcare or logistics, SPC assists with the detection and control of variations to ensure greater process stability.
How is process control undertaken?
Data are acquired and analysed with the aid of so-called quality control charts. These charts serve as graphical aids for the continuous monitoring of a process over a longer period of time. Here random samples are taken from the ongoing process, measured precisely and the measurement results documented in the quality control charts. These charts include warning and control limits defined based on statistical calculations. If a sample taken is outside these limits, it is indicative of a possible problem in the production process.

Measuring system analysis as the basis for SPC
Two basic requirements must be met to be able to use quality control charts effectively: a reproducibly measurable feature and a capable measuring process with a suitable measuring system. For this purpose, it is useful to undertake a corresponding measuring system analysis (MSA) in advance. During this analysis, it is determined whether the measuring system is suitable for the measuring task and whether the required measurement results can be reliably depicted. The measuring equipment capability, that is the suitability of the selected measuring equipment in combination with the test feature, is evaluated using the parameters Cg and Cgk. If these parameters are within the nominal range, quality control charts can be prepared and used.

Process capability and SPC
One of the most important instruments for SPC is the process capability index. This is a statistical indicator that measures the capability of a production process to operate within specified limits. Several indices are used to evaluate different aspects of process capability, including Cp and Cpk.
Cp (process potential index) measures the potential of a process to remain within the specification limits. Cpk (process capability index), on the other hand, measures the actual capability of a process to produce products within the specification limits, taking into account the position of the process mean in relation to these limits or the specified tolerances.
Limits for statistical process control
Warning limits (LWL, UWL) and control limits (LCL, UCL) are specified in quality control charts. Exceeding these limits signals potential deviations or errors in the process.
Warning limits
Warning limits are the first indicators of deviations in the process. They are specified based on statistical calculations and mark the point at which the process may be deviating from its stable median. Exceeding a warning limit means that, potentially, control of the process could be lost and requires detailed analysis, but not necessarily immediate action.
Control limits
Control limits mark the point at which the process is considered to be out of control. Exceeding a control limit signals that the process has significant and potentially detrimental deviations from the specified target. Such an event requires immediate action to analyse, correct and stabilise the process to ensure product quality.
Difference between trend analysis and SPC
While SPC concentrates mainly on the instantaneous monitoring and control of process variations, statistical trend analysis focuses on detecting and understanding longer-term trends in the data. Trend analysis is therefore a method that provides deeper insights into process dynamics over time and supports strategic process improvements, while SPC addresses short-term deviations and ensures process stability.
In summary: statistical process control
Statistical process control utilises repeated measurements or checks on product and process parameters to monitor and control production processes. If predefined warning and control limits are exceeded, a decision is made about corrective measures based on statistical analyses to ensure or improve product quality.